前言
甘蔗制糖业是广西经济的支柱产业,目前全广西共有日榨原料蔗 1000吨以上的糖厂98家,在用的蒸发罐(糖厂主要制糖设备之一,属Ⅰ类换热压力容器)约有500台。由于其使用压力不高(通常≤0.39MPa),使用单位对其安全质量未引起足够的重视。笔者在对十几家糖厂这一类压力容器进行定期检验时,发现在制造、安装、修理和使用管理上存在较多问题,特别是在受压筒体上随意挖补的现象较为普遍,事故时有发生。本文就检验中的一台蒸发罐焊缝多处开裂的事例进行分析,希望引起各级质量技术监督机构和行业管理部门足够的重视,加强广西制糖业在用压力容器管理力度,消除事故隐患,确保压力容器的安全运行。
1 相关参数
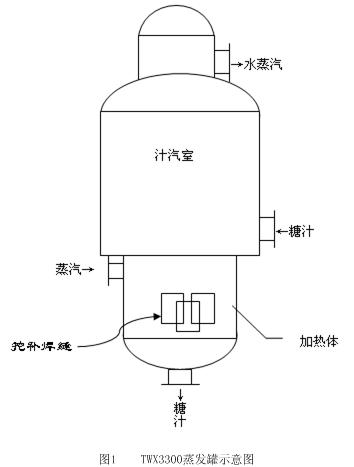
某糖厂蒸发罐结构如图1所示,运行时荷载总重约450吨,发生焊缝开裂的加热体部件有关技术参数如下:
工件规格:φ6000×20×1600 mm (内径×壁厚×高)
设计压力:0.28MPa
设计温度:150℃
设计介质:壳程:蒸汽;管程:糖汁
换热面积:3300 m2
设计材质:Q235A
2 检验情况
2.1 原始资料审查情况
该罐由广东某糖机制造厂于1994年底现场组焊完成,1995年1月在投用不久后进行过一次局部返修。运行期间因更换加热管分别于1998年、2000年和2002年在加热体筒体上进行过三次挖补、修复,但是每一次都没有办理修复方案的报批手续,且修复焊缝也没有进行过无损探伤检查。
2.2 缺陷检查情况
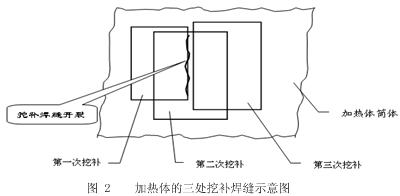
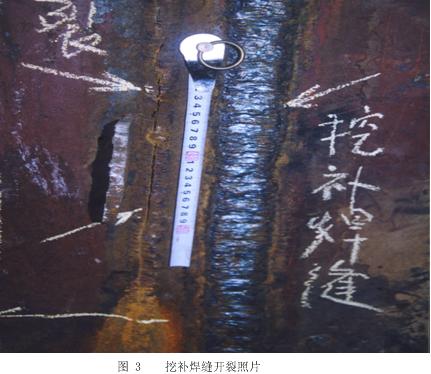
经检查发现加热体筒体上开有三处相互重叠的矩形焊接块,面积分别为550×470mm,600×450mm,600×520 mm,开孔部位呈现“十”字形的不合理焊缝结构(如图2所示)。矩形孔的焊缝外观成型差,部分焊缝错边、咬边严重,焊缝过宽(宽度达40mm),焊缝之间的距离很近(约30mm),其中一条纵缝存在长达 420 mm的连续裂纹,裂纹最宽处达2mm,部份已裂穿(如图3所示),焊缝为不开坡口的单面焊。
3 原因分析
根据现场观察到的情况,笔者认为导致焊缝开裂的原因是:
3.1 焊缝强度低,焊接接头机械性能达不到要求。由于开矩形孔时没有制定严格的焊接工艺及检验手段,20mm厚的钢板不开坡口单面焊,熔深最多5mm。接头未焊透,强度达不到要求;加上焊缝错边、咬边、夹渣较严重,致使接头的机械性能大大降低。
3.2 焊接残余应力大。开矩形孔焊接时,由于结构刚性大,造成极大的拘束应力;而且由于焊缝分布不合理,使焊接接头处于复杂的应力状态之下。
综上所述,由于没有严格的管理措施和监督检验,致使修理质量无法保证,最关键的是矩形孔焊缝不开坡口、焊缝严重未焊透、焊缝强度低,在焊接残余应力和工作应力的作用下,使缺陷扩展形成穿透性裂纹。这是纵逢开裂的主要原因。
4 缺陷处理
将原矩形孔全部割除,每边再扩大100mm。为了避免出现以上的焊接问题,在筒体上开孔应制定和遵守严格的焊接工艺和检验措施:
(1)在同一部位开孔不能超过三次;
(2)开孔的四角不能为90°,应有R100的园弧;
(3)对接钢板应开60°的V形坡口,钝边1~2mm,间隙2~2.5mm;
(4)焊接规范、方法和要求:
①焊前仔细清理坡口,焊条要烘干;
②用E4315或E4316低氢碱性焊条,直流反极性焊接;
③打底用φ3.2mm焊条,电流为65~75A,保证单面焊双面成型;其余层次用φ4mm的焊条,电流为100~110A;
④焊接层次为5~6层;
⑤先焊接立焊缝、后焊接横焊缝,横焊采用逆向退道焊(注意起弧和熄弧位置要错开),焊后敲击焊道,以减少焊接应力。
(5)焊后对开孔焊缝进行100%的超声波和磁粉探伤检查,符合相关标准。
5 建议
5.1 蒸发罐属于I类压力容器,是受国家安全监察的特种设备,其设计、制造(组焊)、安装、使用、检验、修理和改造等均应严格执行《压力容器安全技术监察规程》的规定。由于种种原因,目前广西制糖行业部分企业在压力容器使用管理方面不够规范,导致安全事故时有发生。行业管理部门应加强有关法规的宣传,使压力容器管理工作逐步走向正轨。
5.2 建议质量技术监督部门加强制糖行业的在用压力容器修理、改造环节的安全监察力度。使用单位修理、改造在用压力容器,其方案须按《压力容器安全技术监察规程》规定办理报批手续,质量技术监督部门应委托具有相应资格的锅炉压力容器检验技术机构对修理、改造的全过程实行监督检验,以确保安全质量。
5.3 建议设计部门在设计蒸发罐时,考虑加热体的加热管采用不锈钢材料,从根本上解决因介质腐蚀泄漏而需经常更换加热管、在筒体上开“工作孔”的问题。对由于经济条件的限制而采用碳钢材料加热管的蒸发罐,应在加热体上设计一个专供运行期间修理、换管的人孔(“工作孔”),可从根本上消除挖补现象。
5.4 检验单位定期检验该类在用压力容器时,须注意检查加热体部位,若发现有挖补现象而又没有办理有关报批手续的,应根据具体情况提出详细检验、重新修理的整改措施。